



熱推產品 | 主營區域:重慶 渝中 渝(yu)北 江北 南岸 北碚 巴南 大渡(du)口 沙坪(ping)壩 九(jiu)龍坡
蒸(zheng)壓(ya)加(jia)氣混(hun)凝土砌塊專業生產廠家(jia)
品質源於(yu)專(zhuan)業(ye),信譽(yu)源於服務,以精益(yi)求精(jing)的態度(du),製造每(mei)一(yi)款(kuan)產品
服(fu)務(wu)熱線:
023-65788166
13220336369

蒸(zheng)壓(ya)加(jia)氣混(hun)凝土砌塊專業生產廠家(jia)
品質源於(yu)專(zhuan)業(ye),信譽(yu)源於服務,以精益(yi)求精(jing)的態度(du),製造每(mei)一(yi)款(kuan)產品
服(fu)務(wu)熱線:
023-65788166
13220336369

重慶大菠萝福建app入口网址建材有限公司
座機(ji):023-65788166
手(shou)機:13220336369/13808398095
網(wang)址:www.weijiaguanwang.com
地(di)址:重慶(qing)市九龍坡區(qu)西(xi)彭(peng)鎮寶(bao)華村
大菠萝福建导航app抖音国际是以(yi)鈣質(zhi)材料和(he)矽(xi)質材料為基本(ben)成分,以化(hua)學(xue)發氣方(fang)法(fa)形(xing)成多孔結構(gou),通(tong)過(guo)蒸壓養護(hu)獲(huo)得(de)強(qiang)度的輕質人工石材,加氣混凝土砌塊(kuai)是(shi)一種性(xing)能(neng)優良(liang)的新(xin)型輕質保(bao)溫(wen)建築(zhu)材料,因其具有(you)質輕(qing)、隔(ge)熱(re)、保溫、可刨、可鋸(ju)等特點,所(suo)以在當(dang)今建築市場上(shang)頗(po)受(shou)歡迎,但(dan)對其(qi)質量(liang)要(yao)求(qiu)也越來越高(gao),產品裂紋現(xian)象(xiang)已(yi)成為很(hen)多生產(chan)加氣混凝(ning)土(tu)砌塊廠家解(jie)決(jue)的問題之一。

1、澆(jiao)注過程中
在澆注過程中形成(cheng)的裂紋(wen)—油紋,油(you)紋在(zai)坯體脫(tuo)模後(hou)即清晰(xi)可見(jian),凡(fan)有油紋的坯體(ti)在蒸壓養(yang)護後,一經磕碰(peng),成品(pin)就會(hui)在油紋處裂開,油紋的產生(sheng)主(zhu)要有三個(ge)方麵(mian)的原因:(1)模(mo)具刷(shua)油過多(duo),(2)澆注(zhu)料(liao)漿水(shui)料比過小(xiao),(3)澆注過急,隻(zhi)要控(kong)製好(hao)刷油質量及料漿(jiang)水料比,問(wen)題就(jiu)會迎刃(ren)而解。
2、靜(jing)停過程(cheng)中
加氣磚(zhuan)靜停(ting)過程中形成的(de)裂紋主要是由於模具(ju)受到外(wai)界的劇烈(lie)碰撞而產生的機械(xie)裂紋。這種裂紋的開口一般(ban)較大,並(bing)向坯體內部呈楔形延伸,為了(le)減少(shao)這(zhe)一裂(lie)紋的產生,要求工作人員(yuan)在操(cao)作(zuo)過程中要做到快、穩。
3、脫模框、吊(diao)運過程中
機械裂紋的產生主要有以下(xia)兩種原(yuan)因(yin):(1)在提(ti)模人(ren)員鬆(song)開模具上地螺(luo)栓(shuan)後或行(xing)車(che)吊運時,坯體表(biao)麵即(ji)出現一道(dao)裂紋,這往往是由於模具中模底板(ban)使(shi)用時間(jian)過長或長(zhang)期高溫而(er)產生嚴(yan)重變(bian)形,從而形成的機械裂紋;(2)行車吊運(yun)時,由(you)於行車四爪(zhao)不(bu)在同(tong)一平麵,起(qi)吊時,四(si)爪受力(li)不均(jun)勻(yun)而造(zao)成模底(di)板變形,進而使坯體產生裂紋,解決辦法:及時更(geng)換不合(he)格(ge)的設備(bei),並使工(gong)作人員在吊運時(shi)做到(dao)操作準(zhun)確、到位。
這兩種裂紋都是由於發氣時間與(yu)稠(chou)化速度不相適(shi)應—發氣相對滯(zhi)後於稠化而引起的。水平裂紋是出現在模坯各側(ce)端(duan)麵的與模底板平行的呈斷續(xu)平(ping)行的豎(shu)條裂紋,這種(zhong)裂紋一般位於坯體中上部。當料漿澆注溫度過高或(huo)澆注時料漿水料比(bi)較(jiao)大時產生,這是因為高溫料漿或過稠的料漿在坯體發氣中後期(qi),其稠化速(su)度較快(kuai),坯(pi)體內部(bu)的剪切(qie)應(ying)力增(zeng)大較快,而鋁粉(fen)發氣(qi)速度相(xiang)對(dui)滯後,坯體內(nei)氣泡(pao)合並,造成憋(bie)氣,使已凝結的初(chu)期坯體產生水平層裂。弧(hu)形裂一般出(chu)現在坯體側麵,這類裂紋可(ke)以延(yan)伸至坯體內部,對成品質量影響(xiang)較大,其成因為(wei):在澆注過程中鋁粉發(fa)氣較早,邊澆注邊(bian)發氣或由於模板過熱使料漿中(zhong)鋁粉過早(zao)發氣,已經開(kai)始發氣的料漿從澆注管(guan)注入模具底部之(zhi)後,又從底部湧(yong)向(xiang)兩(liang)側形成氣孔(kong)密(mi)度不均勻的弧形分層(ceng),在坯體硬(ying)化過程中,這些(xie)分(fen)層的界(jie)麵就會形成應力集(ji)中點,這些應力集中點(dian)就是裂紋形成的薄弱(ruo)環(huan)節(jie),要想(xiang)解決工藝(yi)裂紋,就要根(gen)據加氣混凝土砌塊品種及工藝特點,從(cong)配(pei)料著(zhu)手,調(diao)節發氣速度和稠化速度,是兩者相適應。
4、切割(ge)過程中
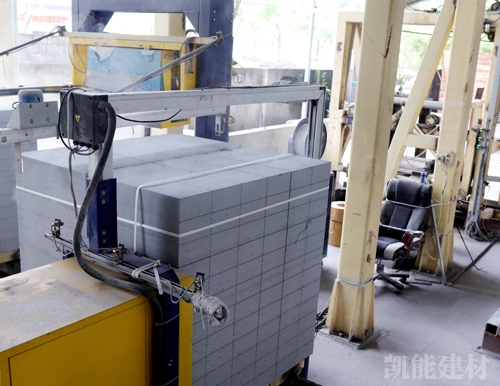
翻(fan)轉式(shi)六(liu)麵切割機,其整個切割過程為:吊運坯體放(fang)在大滑(hua)車上,大滑車載(zai)著坯體向小滑車平移(yi),當大小滑車接觸(chu)時,大滑車翻轉(zhuan)90I變,使坯體側立在小滑車上,然(ran)後小滑車向外推出,小滑車到達切割位(wei)後,操作人員啟動水平車切割,水平切割完成後,再(zai)上下來(lai)
回橫(heng)切,橫切完成後,收(shou)回小滑車,大滑車逆方向翻轉90度,開出大滑車,吊運除(chu)去(qu)廢(fei)料,完(wan)成切割。
5、在編組(zu)進釜(fu)過程中
此(ci)種裂紋主要是由於工作人員在進釜過程中因操作不當而造成製(zhi)品相撞,從而使半成品底部產生類(lei)似楔(xie)形的裂紋,這種裂紋與二(er)次(ci)翻轉在底部形成的裂紋相似(shi),但兩者的主要區別(bie)在於前一種裂紋出現在與模底板寬度方向平行的麵上,後一種裂紋則(ze)出現在與模底長度方向平行的麵上。
![]() 地址:重(zhong)慶市(shi)九龍(long)坡區西彭鎮寶華村(cun)
地址:重(zhong)慶市(shi)九龍(long)坡區西彭鎮寶華村(cun)
![]() 電話: 023-65788166/13220336369/13808398095
電話: 023-65788166/13220336369/13808398095
![]() 郵箱:906121393@mtj2qq.com
郵箱:906121393@mtj2qq.com
![]() 網址:www.weijiaguanwang.com
網址:www.weijiaguanwang.com

關(guan)注大菠萝app福引导前往
![]()
![]()
熱推產品 | 主營區域:重慶 渝中 渝(yu)北 江北 南岸 北碚 巴南 大渡(du)口 沙坪(ping)壩 九(jiu)龍坡
